
Cylinder liner ovality has to be gauged at regular intervals as specified in the maintenance manual. The records of gauging are kept for each cylinder and wear rate is calculated.
Procedure:
1. After engine is shut down and cooled, open the cylinder head and remove the piston
2. Cover the stuffing box hole to avoid debris falling inside crankcase
3. Remove the liner ring and clean the carbon deposits from top surface of the liner
4. Insert a ladder and carefully inspect the liner surface before gauging
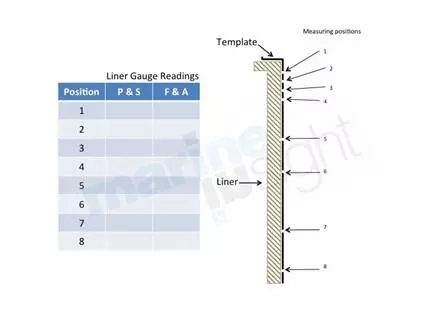
5. The cylinder liner wear is measured by a standard template, which consists of strategically positioned holes, wherein the micrometer is placed and the readings are taken
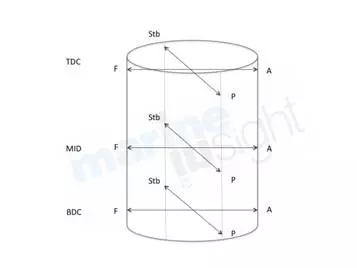
6. The readings are taken for both port starboard and forward aft positions. This is done because the wear is not same in both direction and the cylinder liner ovality is checked.
A liner diameter measuring instrument ( a type of micrometer) along with a standard template rod is used to measure liner dimensions. Generally while taking the measurement the temperature of the liner and micrometer should be kept at the same temperature.
If the temperature exceeds than that of the liner or vice versa then the readings have to be corrected by multiplying the value with the correction factor and deducting the value obtained from the reading taken. The reading obtained at the end will be the correct reading.
The wear rate will be different inside the liner. The wear will be more in the top one-third part as combustion takes place there and temperatures and pressure are also very high at the top.
How to Calculate Cylinder Liner Wear Rate and Ovality?
For calculating the cylinder liner wear rate, the current reading is compared with the last taken reading. Suppose, for a liner of 800 mm bore, the position 1 latest reading (for P-S) comes out to be 841.81. The last recorded reading for position 1 (P-S) is 841.45. Hence the wear for this position in P-S direction is 0.36.
Now the position 1 latest reading (for F-A) comes out to be 841.78. The last recorded reading for position 1 (F-A) is 841.45. Hence the wear for this position in F-A direction is 0.33.
To calculate the ovality, the F-A wear rate is deducted from P-S wear rate, which will be 0.03.
Similarly, cylinder liner wear rate and cylinder liner ovality for all positions are calculated in a similar manner.
An approximate normal cylinder liner wear rate is about 0.1 mm per 1000 running hours. The wear rate increases if the engine is overloaded. Generally, the liner has to be replaced when the cylinder liner wear rate is about 0.6-0.8% of the bore diameter or as per the manufacturer’s recommendation.


Comments are closed