Optimization Ship’s Main Engine for Slow Steaming, we discussed about all the steps that are to be taken for optimization of ships. As discussed earlier, traditionally main engines are designed to run between 75 % to 85% load range during continuous operation.
However, to run the ship’s engine for slow steaming, a number of precautions need to be taken to run the marine engine at low loads.
we will discuss about the various checks and precautions that need to be taken for preparing marine engines for slow steaming of ships.

Checks for Slow Steaming
In general in traditional marine engines (except intelligent engines) few checks are needed to be made if low load operations are carried out.
· Frequent scavenge inspection and under piston area inspections.
· Check piston rings for breakage, fouling and lack of springiness.
· Frequent inspection and cleaning of exhaust boiler. Consider using high pressure jet machines for effective cleaning.
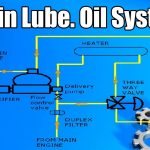
· Check cylinder lubrication rate and inspect liners and piston for over and under lubrication and scuffing.
· Check turbocharger RPM as well as the scavenge air pressure. Any drop in RPM or the scavenge air pressure at same load may indicate fouling of the turbocharger.
· Check and record the temperature difference of the exhaust gas between the inlet and the outlet of the turbocharger. A reduction in the difference may indicate fouling of the turbine.
· Check and record the funnel stack temperature after the exhaust gas boiler. Any gradual increase in the temperature at same load and decrease in steam pressure may indicate fouling of the exhaust boiler tubes. Any sudden increase many indicate a minor fire.
· Take frequent indicator cards and check main engine performance.
· Drain air cooler of water frequently.
Precautions and Maintenance for Slow Steaming of Ships
It is a known fact that most breakdowns related to slow steaming occur not during slow steaming itself but when the engine is again operated in the normal range. To avoid any breakdown when the main engine is again put back to normal operating mode, certain precautions and routines have to be carried out diligently during slow steaming.
· Keep Jacket Cooling Water at optimum temperature of about 80 to 85 deg C and avoid fluctuations. Keep at the highest temperature permitted by the engine manufacturer. This helps to reduce the thermal stresses on the liner and avoid cold corrosion.
· In load dependent cylinder lubricators slow steaming may lead to lower feed rates hence more suitable higher BN (base number) cylinder oil may protect against corrosion problems.
· Reduction of engine load from 90% to 30 % increases the residence time (time inside the cylinder for each charge of cylinder oil) by three times. This means higher BN cylinder oil must be used.
· When lower BN oil is used a higher feed rate must be used.
· In case Ultra Slow steaming is done with auxiliary blowers running then extra electric motors must be supplied and kept on board.
· Fresh water generation will fall due to reduced heat load hence preheating the jacket water may be considered to generate sufficient water and avoid water purchase costs.
· Exhaust gas temperature after EGB should not be allowed to fall below 220 deg C to keep it above the dew point of sulphuric acid.
· Regular engine load up should be done at least every second day to around 80 to 85 % of MCR, to prevent fouling of the Exhaust Gas Boiler (EGB) and the exhaust manifold. It will also burn away any unburnt fuel and oil in the exhaust manifold.
· Dry washing of the turbine wheel and washing of the compressor must be carried out during the load up.
· Soot blowing of the EGB must also be carried out additionally during this period.
· Avoid water condensation in air coolers and keep scavenge air temperature around 40 to 45 deg C.
· Maintain hot well temperature by cooling water control of the condenser and directly allowing some condensate to the hot well by bypass valve.
· Use correct cylinder oil feed rate as per recommendations from manufacturer.
· Use cylinder oil having correct and higher BN as recommended by the manufacturer.
· Good maintenance must be done for the fuel injectors and revised maintenance intervals should be issued. There is increased fouling and dripping chances during slow steaming.
· Cold corrosion can be caused by low exhaust temperatures during very low load operations. Care should be taken to avoid exhaust temperature after the cylinder to drop below 250 deg C. This figure is particularly important as temperature will drop further after extraction of heat in the exhaust boiler.
· Frequent washing of exhaust gas boiler and extra soot blowing routines should be implemented.
· Main injection viscosity of fuel oil between 12 to 13 CST.
· Maintain higher LT temperature (in central cooling plants for optimum scavenge temperature and jacket cooling water temperature.
· Fresh Water Generator may need to be bypassed to maintain Jacket temperature on some ships.
· Keep auxiliary blower continuously on (in manual mode) to avoid elevated exhaust temperatures after the cut off and before the cut in period. Exhaust temperatures above 450 deg C can cause hot corrosion and burning of exhaust valves.
· Low load operation can cause un burnt fuel and cylinder oil to be accumulated in the exhaust manifold and may suddenly burn causing subsequent over speeding and damage of the turbocharger when load is increased again. Carry out frequent exhaust manifold inspections.