Induction Hardening
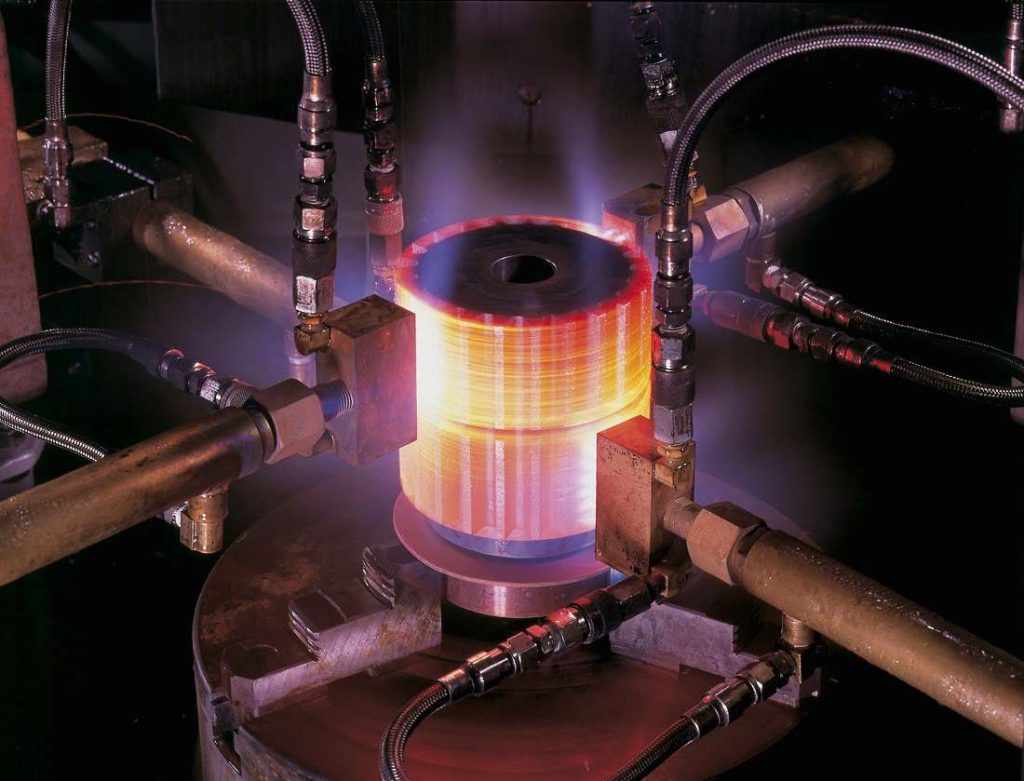
Induction hardening is a process used for the surface hardening of steel and other alloy components. The parts to be heat treated are placed inside a water cooled copper coil and then heated above their transformation temperature by applying an alternating current to the coil. The alternating current in the coil induces an alternating magnetic field within the work piece, which if made from steel, caused the outer surface of the part to heat to a temperature above the transformation range. Parts are held at that temperature until the appropriate depth of hardening has been achieved, and then quenched in oil, or another media, depending upon the steel type and hardness desired. The core of the component remains unaffected by the treatment and its physical properties are those of the bar from which it was machined or preheat treated. The hardness of the case can be HRC 37 – 58. Carbon and alloy steels with a carbon content in the range 0.40 – 0.45% are most suitable for this process. In some cases, parts made from alloy steels such as 4320, 8620 or 9310, like steel and paper mill rolls, are first carburized to a required case depth and slow cooled, and then induction hardened. This is to realize the benefit of relatively high core mechanical properties, and surface hardness greater than HRC 60, which provides excellent protection.
While induction hardening is most commonly used for steel parts, other alloys such as copper alloys, which are solution treated and tempered, may be induction hardened as well. Applications include hardening bearing races, gears, pinion shafts, crane (and other) wheels and treads, and threaded pipe used for oil patch drilling.
Flame hardening is similar to induction hardening, in that it is a surface hardening process. Heat is applied to the part being hardened, using an oxy- acetylene (or similar gas) flame on the surface of the steel being hardened and heating the surface above the upper critical temperature before quenching the steel in a spray of water. The result is a hard surface layer ranging from 0.050″ to 0.250″ deep. As with induction hardening, the steel component must have sufficient carbon (greater than 0.35%). The composition of the steel is not changed; therefore core mechanical properties are unaffected. Flame hardening produces results similar to conventional hardening processes but with less hardness penetration. Applications for flame hardening are similar to those for induction hardening, although an advantage of flame hardening is the ability to harden flat surfaces. Flat wear plates, and knives can be selectively hardened using this process.


Comments are closed